CONSINTEC: Contributions to CO2 reduction in ceramic production
3.12.2025
The production of technical ceramics is an energy-intensive process, especially during sintering. The high gas consumption in combination with long process times leads to considerable CO₂ emissions. As part of the "CONSINTEC - CO₂-neutral and natural gas-independent sintering technology for technical ceramics" project funded by the German Federal Ministry for Economic Affairs and Climate Protection, Rauschert is developing an innovative sintering technology that enables significant energy and CO₂ savings compared to the current state of the art. One focus is on the targeted investigation of debinding processes. By optimizing the control of post-combustion, thermal processes can be made more energy-efficient and gas consumption in exhaust gas purification can be significantly reduced.

Thermoanalytical investigations on ceramic bodies
Rauschert has one of the broadest material portfolios in the ceramics industry. The range covers almost all areas of oxide, non-oxide and silicate ceramics [1]. The company offers both series products and customer-specific solutions - from material development, toolmaking and shaping through to precision machining [2].
In the CONSINTEC [3] funding project, Rauschert is working closely with the University of Bayreuth to characterize the debinding behaviour of ceramic components, among other things. The Chair of Ceramic Materials has high-precision measuring equipment for recording the debinding kinetics with simultaneous in-depth analysis to determine the gases released during debinding. The core of this analysis is the combination of a simultaneous thermal analyzer (STA 449 F3 Jupiter, Netzsch Gerätebau, Selb) with a coupled infrared spectrometer (Alpha II, Bruker Optics, Ettlingen) and at the same time a combination of a gas chromatograph (GC; 7890B, Agilent Technologies, USA) and mass spectrometer (MS; Q1500-GC, JEOL, Japan). This allows the debinding of various ceramic bodies to be investigated under changing gas atmospheres and heating rates and at the same time the released gases can be reliably analyzed down to the trace range (ppb, parts per billion) [4, 5, 6]. This allows meaningful conclusions to be drawn about the organics used, their quantity and their decomposition kinetics over the entire debinding firing, broken down by time and temperature.
As an example, the following measurement curve (Figure 1) shows the debinding of a zirconium oxide compact and the sum signal from the GC/MS analysis for a gas sample in the main decomposition stage.
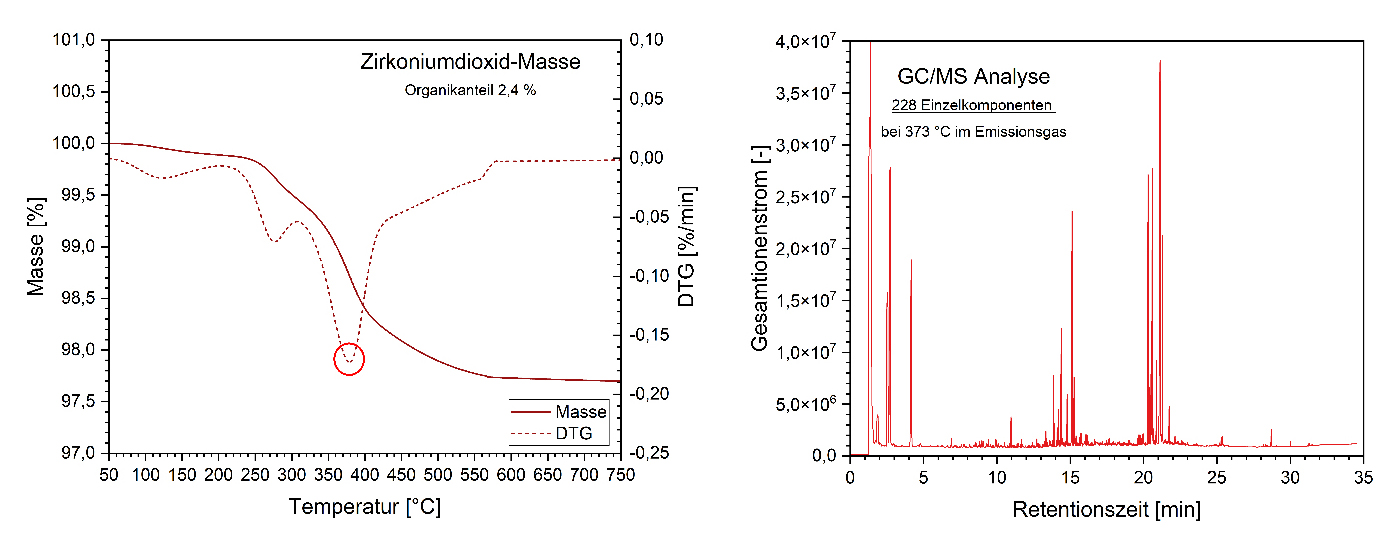
The measurement curve impressively shows the multi-stage decrease in mass of the ceramic material examined, which can be attributed to the decomposition of the various organic additives. The emission gases during debinding are highly complex due to the large number of additives added, their decomposition and interaction with each other and therefore require in-depth analysis using GC/MS. The total ion flow chromatogram for the emission gases in the main decomposition phase at around 373 °C is shown as an example. Using database analysis, a total of more than 200 individual substances could be detected in the gas, allowing conclusions to be drawn about the organic additives used.
Real debinding firings are generally characterized by slow heating rates and very long process times in order to avoid any deformation or cracking in the ceramic green bodies during the transition to brown bodies. However, standard small crucibles and small sample weights in the range of a few 10 to a few 100 milligrams are unsuitable for such measurements due to the - in absolute terms low - mass loss over a very long period of time. However, the high weighing range of current thermobalances makes it possible to obtain reproducible, reliable data even for these very long debinding fires using large sample weights and thus to demonstrate the influence of the debinding heating rate on the start and uniformity of the decomposition of the organics under realistic conditions. As an example, the debinding of a zirconia mass at different heating rates is shown below (see Figure 2)
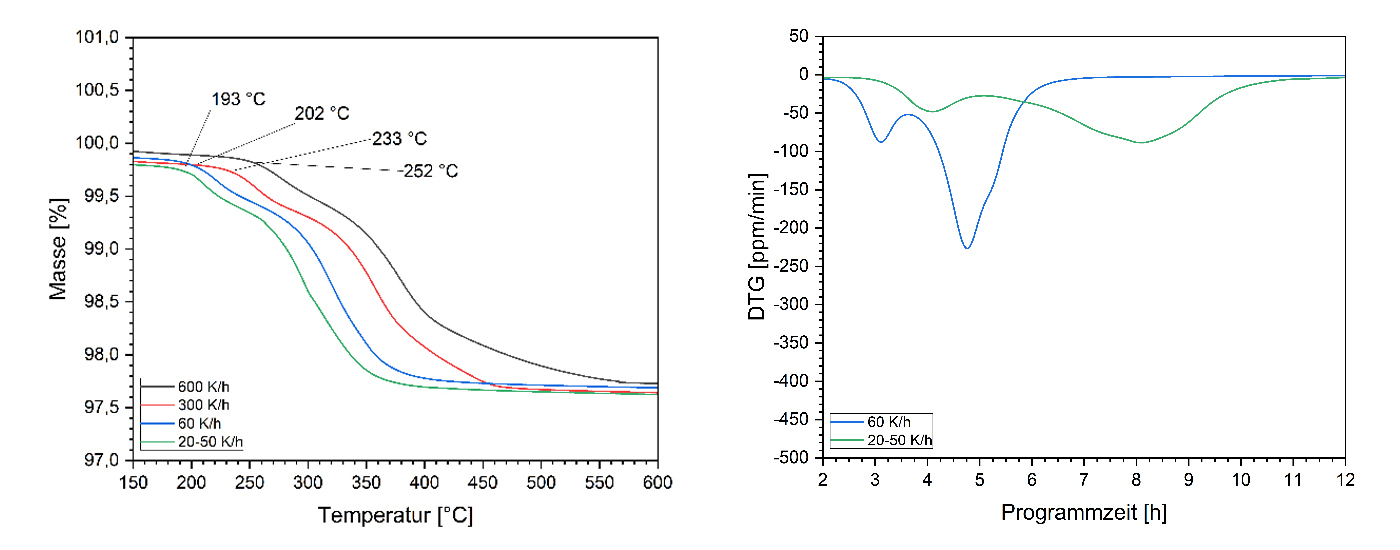
The figure clearly shows the high influence of the debinding heating rate. Typical heating rates in thermal analysis (300 - 600 K/h) show a strongly deviating decomposition behavior of the ceramic mass compared to realistic heating rates of 60 K/h and less. A shift in the onset of decomposition up to 59 °C from 252 °C at 600 K/h to 193 °C at a heating rate of 20-50 K/h is recognizable. This corresponds to a shift of several hours in the real process. By analyzing the debinding rate (mass release rate DTG), the stability and uniformity of the debinding can be analyzed. In addition, the scaling effects can be used to map real processes in the furnace.
Optimization of the production planning of debinding processes
The data obtained at the Chair of Ceramic Materials at the University of Bayreuth was used at Rauschert to carry out a modeling of thermal post-combustion (TNV). In the selected example, eight debinding furnaces are connected to a TNV. Five representative bodies were selected from the large number of ceramic materials available, which differ in terms of the material used and the shaping processes applied.
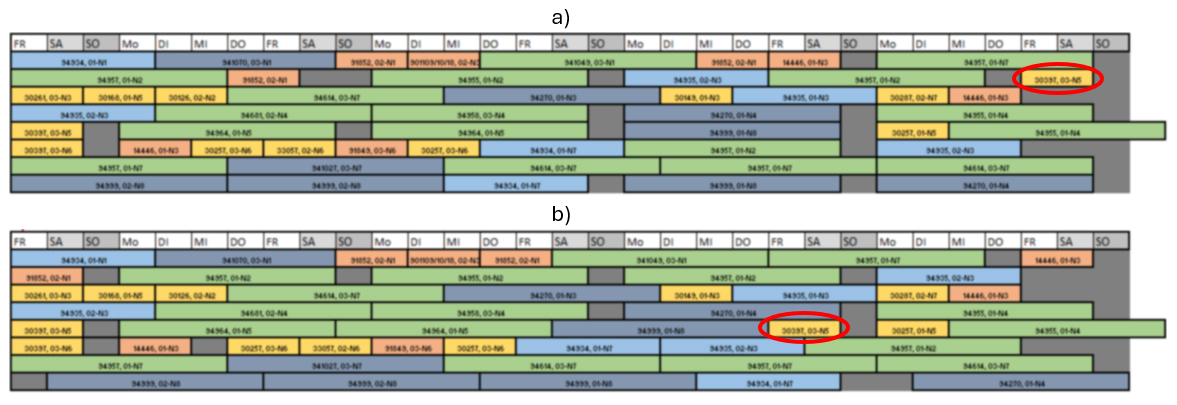
The model described below involves the same number and type of firings that can be carried out in the eight kilns in any given calendar month. The color coding of the fields in Figure 3 indicates the mass offset, the labeling indicates specific information on the charge (article number and load in number of pieces and total mass).
Based on the known organic content in the respective mass and the total weight of the components to be burned, the amount of organic decomposition products released can be determined for each individual fire. The release of these decomposition products is in turn specific to the mass and the fire and can be represented in terms of its quantity and intensity as a function of time. Thus, the arrangement of the individual fires results in a total load of organic decomposition products that is fed to the thermal oxidizer over the course of time.
Figure 3 (a) shows a typical arrangement as it could be from a production planning perspective (periods for maintenance or downtimes at weekends are highlighted in dark gray).
By moving the windows, i.e. changing the arrangement of the same individual fires, the total load of organic components for the TNV can now be optimized so that a maximum amount of organic decomposition products emitted is not exceeded at any given time. The example in Figure 5 (b) shows such a variation, whereby with the exception of one firing (marked in red), all other firings were positioned in the same furnace as in example (a), but at a different time. The start times for the program were also partially adjusted - but always within the available production window (i.e. on the same calendar days), and also ensuring that there was sufficient time for cooling as well as for loading and unloading processes.
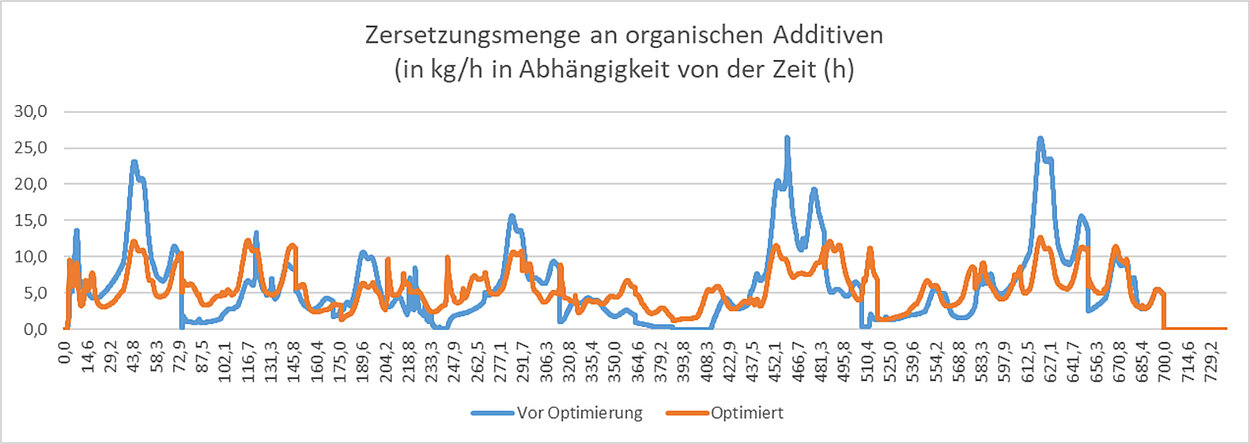
The blue curve in Figure 4 shows the total binder load for the TNV in the initial state before optimization. There are individual peaks with over 25 kg/h binder discharge. These few conspicuous peaks could possibly be reduced somewhat by adjusting individual fires with a plausibility check. However, an overall standardization of the complete curve over the entire month is only possible by consistently optimizing the arrangement of all individual fires. It is extremely helpful to know the respective decomposition data of the binder components in detail. In the enclosed example, the load for the TNV can be constantly reduced to less than 15 kg/h of organic binder components (red curve, Figure 4). As a result, it is theoretically possible to reduce natural gas consumption for the TNV by up to 30 %. By optimizing the operation of thermal post-combustion alone, around a third of the process-related CO₂ emissions from the debinding of technical ceramics can be saved by optimizing the TNV. Material-related CO₂ emissions from the decomposition of organic additives are excluded from this, as the use of hydrocarbon-containing binders in the processing of technical ceramics cannot be dispensed with.
Outlook
Greater efficiency in exhaust gas aftertreatment not only contributes to a significant reduction in CO₂ emissions and other pollutants, but also offers economic benefits through lower energy consumption, reduced operating costs and an extended service life of the system components.
The prerequisite for this is forward-looking production planning that takes into account the logistical challenges - from optimum furnace utilization to coordinated control of thermal post-combustion - while meeting the highest demands on product quality and delivery reliability.
The protection of our environment and the efficient use of resources are not only a social responsibility towards present and future generations, but increasingly also a decisive competitive factor for the industry. Companies that combine technological innovation with sustainable business practices secure their own resilience and that of their customers in the long term [7].

References:
[1] https://www.rauschert-tec.com/werkstoffe
[2] https://www.rauschert-tec.com/technologien
[3] https://www.klimaschutz-industrie.de/foerderung/dekarbonisierung-in-der-industrie/projekt/consintec/
[4] Dr. Stefan Schmölzer: “Influencing Factors on the TG Measurement Result,” NGB Application Note 033, March 2013, NETZSCH-Gerätebau GmbH.
[5] Dr. Ekkehard Füglein and Dr. Jan Hanss: “Investigations into the Influence of Crucible Geometry on the Combustion of Various Carbon Blacks,” NGB Application Note 038, May 2013, NETZSCH-Gerätebau GmbH.
[6] Dr. Carolin Fischer: “Detection and Identification of Impurities in Ultra-High-Purity Graphite Samples by Means of STA,” NGB Application Note 347, January 2025, NETZSCH-Gerätebau GmbH.
[7] https://www.rauschert-tec.com/unternehmen/mission-und-nachhaltigkeit
*Rauschert Pressig-Heinersdorf GmbH, Germany
** University of Bayreuth, Chair of Ceramic Materials, Germany
Contact: Dr. Reinhard Lenk (email: r.lenk@prg.rauschert.de)
Authors: Reinhard Lenk*, Felix Wich**, Felix Lindner**


